

進化を続けるジュエリー製造において、表面仕上げは美しさと耐久性のバランスをとる上で極めて重要です。新興技術の中でも、電気泳動コーティング(Eコーティング)は、繊細なジュエリーデザインを保護するための最先端のソリューションとなっています。この記事では、Eコーティングの科学的根拠、利点、そしてジュエリー製造における応用について考察し、エナメル加工、PVD、電気めっきといった従来の手法と比較します。
ジュエリーのEコーティングとは何ですか?
Eコーティング(電気泳動コーティング)は、耐久性と傷つきにくい層でジュエリーを保護する環境に優しい方法です。電流を用いて、水性溶液中の帯電粒子を金属表面に均一に結合させます。その後、焼成してコーティングを硬化させることで、長持ちする輝きと変色防止を実現します。廃棄物を最小限に抑え、有害な化学物質を使用しない従来のメッキとは異なり、Eコーティングは環境に優しく、生産量も少ないです。複雑なデザインでも均一にコーティングされ、経年変化による変色や腐食を防ぎます。このプロセスは、持続可能性と永続的な美しさを兼ね備えており、スタイルと環境への配慮の両方を重視するモダンで高品質なジュエリーに最適です。
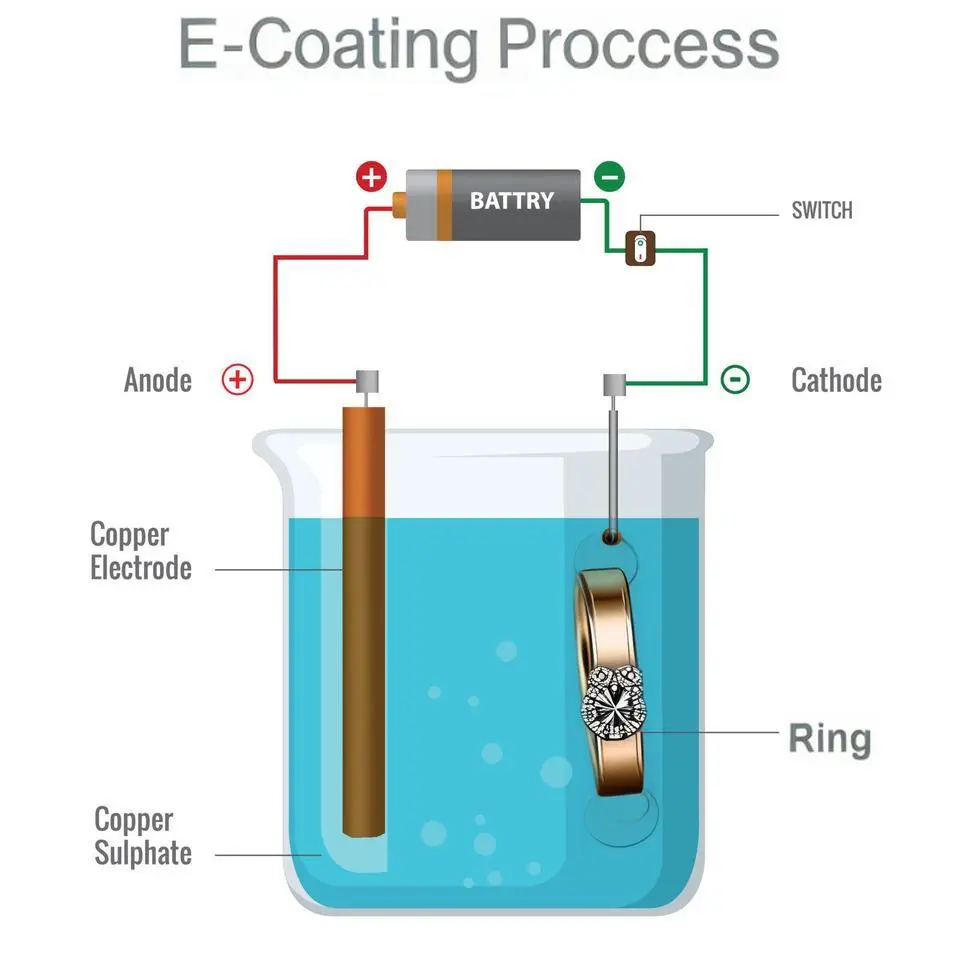
電着塗装プロセス
一般的に、電子コーティングのプロセスには、均一な被覆で耐久性があり傷に強い仕上げを実現するために重要な 3 つの主要プロセスが含まれており、ジュエリーの表面が弾力性があり美的に完璧であることを保証します。
表面処理
電着塗装のための表面処理は、超音波洗浄で油分や残留物を除去し、完璧な密着性を確保することから始まります。研磨により完璧な表面が作られ、最後のすすぎで残留物を除去し、均一で長持ちする塗装のための完璧な下地が確保され、塗装が完璧に密着します。
電気泳動沈着
ジュエリーは、コーティング材(エポキシ樹脂やアクリル樹脂など)の帯電粒子を含む水溶液に浸されます。電流を流すことで粒子が引き寄せられ、表面全体を均一にコーティングします。この電気溶融により、コーティング材が溜まることなく、滑らかで均一な層が形成されます。
硬化
コーティング後、160℃の温度に制御されたオーブンで硬化させることで、液体層が滑らかで傷に強い仕上げへと変化します。この硬化により、ひび割れや剥がれを防ぎ、日常使いでも安心してお使いいただけます。

ジュエリーにおける電着塗装の利点
消費者が持続可能性と品質を重視する中、電子コーティングは環境に配慮した取り組みとラグジュアリーな美観の間のギャップを埋める役割を果たしています。ジュエリーに堅牢な保護、シームレスなカバー、環境に配慮した取り組み、そしてスマートなコスト削減を実現する電子コーティングの革新的なメリットをご覧ください。
耐久性の向上
Eコーティングは、傷、腐食、そして日常的な摩耗からジュエリー本来の輝きと美しさを保ち、弾力性のあるバリアを形成します。日常使いのジュエリーに最適で、長く美しい輝きと保護力を保ちます。
複雑なデザインを包括的にカバー
浸漬処理により、複雑な形状や手の届きにくい箇所でも均一な保護が保証されます。これにより全体的な耐久性が向上し、細部まで強化・保護され、完璧な仕上がりが実現します。
環境に優しく持続可能な実践
水ベースのプロセスを用いた電着塗装は、有毒廃棄物を最小限に抑え、環境意識の高いトレンドに合致しています。持続可能なジュエリーソリューションへの需要に応え、環境を尊重し、グリーンな取り組みを促進します。
費用対効果の高い長期的なソリューション
Eコーティングは、メンテナンスコストと頻繁な再塗装の必要性を軽減します。従来のメッキに比べて優れた耐久性を備え、長く愛用できるジュエリーへの賢い投資となり、長期的な価値と安心感をもたらします。
ジュエリーを電着塗装する前に考慮すべきこと
ジュエリーの電着塗装を評価する際には、いくつかの重要な要素を考慮することが不可欠です。この処理は耐久性を高め、ジュエリーの寿命を延ばしますが、万能な解決策ではないことにご注意ください。以下に、考慮すべき最も重要な要素の詳細なリストを示します。
金属の適合性
金、銀、真鍮はナノセラミックとシームレスに接着するため、電着塗装に優れています。ただし、コスチュームジュエリー用の金属は変形したり変色したりする可能性があり、チタンなどの硬質金属は接着しにくいです。ステンレス鋼やタングステンは特殊な研磨が必要で、コストが高くなります。これらの金属には、PVDなどの代替仕上げの方が適している場合があります。
デザインの複雑さ
電着塗装の均一な層は、繊細なジュエリーの要素に悪影響を及ぼす可能性があります。プラスチックやエナメルなどの熱に弱い素材は損傷する可能性があり、複雑なデザインでは気泡が入り込み、質感に問題が生じる可能性があります。解決策としては、電着塗装後に装飾要素を追加することで、それらの完全性を保護するポストコーティングアセンブリが挙げられます。
色と仕上げ
電着塗装は色の変化をもたらすことが分かっており、銀などの金属は塗装後に落ち着いたやや暗めの色合いになり、金はより彩度が増したように見えます。この塗装の独特の性質により、マットな表面にはわずかな光沢が加わり、微妙な光沢が生まれます。また、塗装色の選択には十分な注意が必要です。除去作業は複雑で、金属に損傷を与える可能性があるため、塗装前に綿密な計画を立てることが不可欠です。
コスト経済学
電着塗装の費用は、デザインの複雑さ、塗装する金属の種類、必要な研磨レベルなど、いくつかの要因によって異なります。シンプルな作品は一般的に費用が抑えられますが、複雑なデザインの場合はより多くの労力が必要になります。塗装の下に欠陥が残らないようにするためには、徹底した前処理工程が不可欠です。
Eコーティングはどれくらい持続しますか?
金メッキや銀メッキなどの保護されていないジュエリーは、汗、香水、洗剤などの影響で、6ヶ月から2年以内に色褪せ、酸化、傷などが生じます。Eコーティングは、より緻密な保護層を形成することで、汗、摩擦、軽微な傷への耐性を向上させ、着用期間を2~5年に延長します。そのため、頻繁に着用するジュエリーに最適なソリューションです。
Eコーティング、エナメル加工、PVD、メッキ:違いは何ですか?
つまり、メッキは比較的短い期間しか持続しませんが、電着塗装はジュエリーの寿命を2~5年に延ばすことができます。PVDは一般的に次のような用途に用いられます。 ステンレススチールのジュエリー一方、エナメルは複雑な色合いのジュエリーに適しています。
| Eコーティング | エナメル加工 | PVD | メッキ | |
| プロセスの特徴 | 電界が樹脂/塗料の堆積を促進する | ガラス釉の高温溶融と凝固 | 真空下での原子/分子の堆積 | 電解反応 金属イオン析出 |
| プロセス温度 | 160~200℃中温硬化 | 750~850℃の高温焼結 | 50~500℃(基材の許容温度範囲) | 室温~80℃(溶液温度) |
| カバレッジの均一性 | 複雑な構造(微細孔を含む)を完全にカバー | 平らな表面や通常の表面に最適 | 目の高さでの堆積には回転固定具が必要 | 「エッジビルドアップ」は凹部で発生する可能性がある |
| 色の多様性 | 透明/カラーオプション(UV硬化が必要) | 釉薬の色を固定(赤/青/緑など) | メタリックカラー+グラデーション効果(例:ローズゴールド) | メタリックな原色 |
| 環境に優しい | 高い | 適度 | 適度 | 低(シアン化物を含む廃水は専門的な処理が必要) |

まとめ
Eコーティングは、耐久性、美しさ、そして環境への配慮を兼ね備えた、ジュエリー仕上げの未来を象徴する技術です。時代を超越した婚約指輪をデザインする場合でも、モダンなステートメントピースをデザインする場合でも、このプロセスにより、ジュエリーは時の試練に耐え、同時に世界的な持続可能性の目標にも適合します。言い換えれば、あなたの願いをより良く叶えるには、 持続可能なジュエリーメーカーに連絡する 電子コーティングジュエリーの技術に精通しています。


